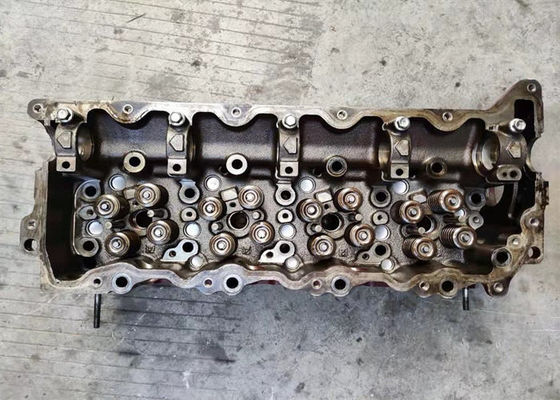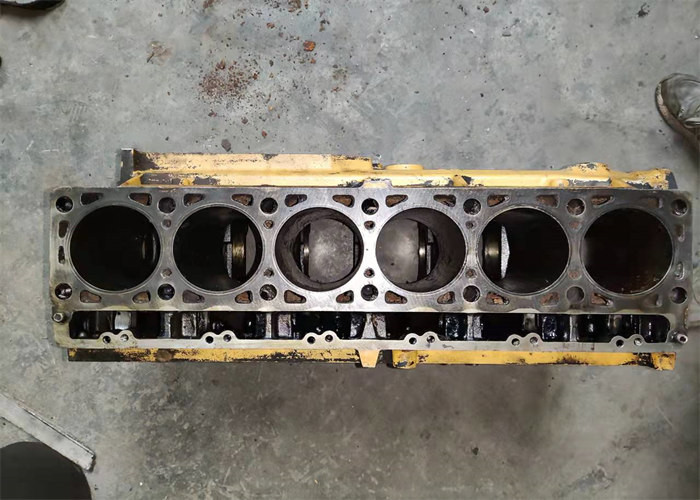
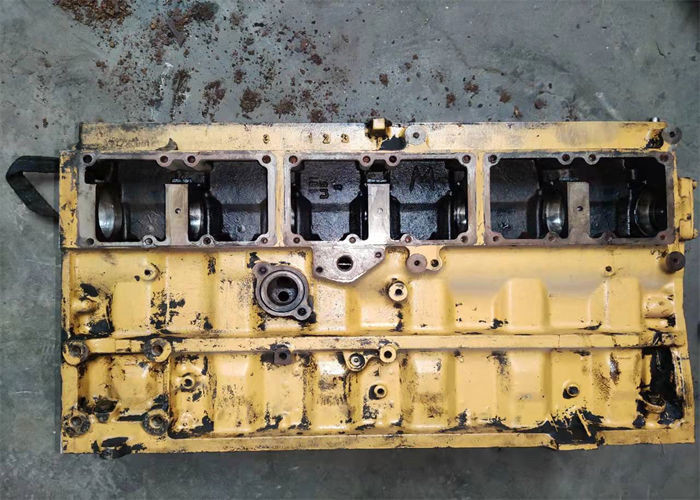
C7 Diesel Gebruikte Motorblokken voor Graafwerktuig E329D Waterkoeling 221 - 4479
Specificatie
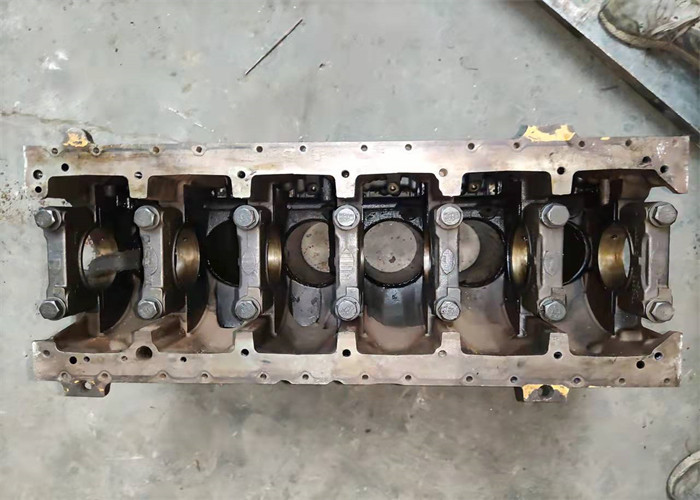
| Autonaam: Het blok van de motorcilinder |
| ModelNumber: C7 |
| Cilinderslag: 127 |
| Cilinderdiameter: 110 |
| Toepassing: Graafwerktuig |
| klep: klep 18 |
| Het koelen: Waterkoeling |
| Injectie: Elektrisch |
| Het werkvorm: Turbo |
Beschrijving
Ongeveer barst
Iets anders in mening over barsten te houden is dat zij vaak het resultaat van teveel hitte zijn. Een lekke hoofdpakking, een waterpomp, een radiator of de koelmiddelenslang kunnen een verlies van koelmiddel toegestaan hebben dat uiteindelijk de motor veroorzaakte om heet in werking te stellen en te oververhitten. Een uitlaatbeperking door een gedeeltelijk gestopte katalysator (of corpusculaire filter op een dieselmotor wordt veroorzaakt) kan ook filehitte in een motor die. Zo is het belangrijk om eender wat te identificeren en te elimineren die de motor zou kunnen veroorzaakt hebben om te oververhitten alvorens het in de dienst wordt teruggezet – anders kunnen uw barstreparaties kortstondig zijn.
Hete of Koude Reparaties
diesel_repair_1Crack de reparaties kunnen koud (speldend) of heet worden gemaakt (lassen en het solderen). De gebruikte methode zal afhangen van de grootte van de barst en het type van het gieten (gietijzer of aluminium). Het belangrijkste voordeel om koude barstreparaties te maken is dat het geen hitte vereist. Geen hitte betekent geen extra tijd nodig om koel het afgietsel voor te verwarmen en te posten, en stelt geen gevaar om het afgietsel voor scheef te trekken of te vervormen. Het verwarmen van een cilinderkop of een blok veroorzaakt het om zich uit te breiden, wat op zijn beurt tot thermische spanning in het metaal leidt dat tot het verdere barsten kan leiden wanneer het metaal koelt – vooral als het te snel koelt.
Met het spelden, is er ook minder bezorgdheid over het ervoor zorgen het metaal rond de barst volkomen schoon is. Om het even welk type van lassen vereist een volkomen schone oppervlakte die van verontreinigende stoffen zoals vet, olie of vuil vrij moet zijn. Dit betekent het afgietsel moet pre- wordenschoongemaakt alvorens het kan worden gelast. Ook, vereist het lassen malend de barst met een matrijzen uit molen het zo nieuwe metaal de leegte kan vullen en aan het metaal aan beide kanten van de barst smelten.
Met gietijzerhoofden en blokken, kan 80 percent van barsten gewoonlijk met ijzer of staalspelden of verminderde stoppen worden hersteld terwijl 20 percent van barsten ovenlassen, het lassen van de vlamnevel of het solderen zal vereisen. Met aluminiumhoofden en blokken, is het enkel het tegengestelde. Ongeveer 80 percent van barsten wordt hersteld het lassen door van het wolfram inerte gas (TIG) terwijl 20 percent van barsten met aluminiumspelden of stoppen wordt hersteld.
![]()
![]()
![]()